


The National Institute of Certified Floor-Covering Inspectors (NICFI) is a
non-profit association of independent floor covering inspectors. NICFI members are expert flooring failure analysts and expert witnesses in flooring problems and failures.
NICFI members are experienced in the inspection and failure analysis of
woven carpet, broadloom carpet, resilient tile, rubber tile, cork tile, ceramic tile, resilient sheet vinyl, vinyl composition tile, LVT, hardwood, laminate, solid vinyl,
and specialty flooring materials.
NICFI members attend the annual NICFI Convention in Dalton, Georgia, to increase their knowledge and update their skills. The Annual Convention includes updates on indicative field testing
procedures, tools, products and product defects. The NICFI is the only Non-Profit Association in the Flooring Industry with membership comprised solely of Certified Floor Covering Inspectors.


PHOTOS
IS THIS YOUR COMPLAINT?
















































































































































CARPET

NOTE: ANY PART OF THE GENERAL INFORMATION FOUND BELOW SHOULD NOT ASSUME TO BE OF A SOLE CAUSE OF FAILURE. PARTICULAR FAILURES SHOULD HAVE A COMPLETE EVALUATION.
CONTENTS BELOW INCLUDE:
- TYPES OF CARPET FIBER
- A HEALTHY LOOK AT CARPET
- WOOL - CLEANING CHART
- CARPET BACKINGS, COATINGS, and ALERGEN
- FLEAS & BEETLES
- CARPET CLEANING TRUCKS
- FUZZING & SHEDDING BY RAY DARRAH
- STATIC CONDUCTIVE CARPET
- AIR EMISSIONS FROM CARPET MANUFACTURING PROCESSES
- PTT Polyester FIBER
- DYES
- CARPET SPECIFIERS RESPONSIBILITY
-
VIDEO: HOW CAN YOU TELL IF IT HAS BEEN SEAM SELED
-
PERFLUORINATED COMPOUNDS (PFCS)
YOUR BUSINESS ADVERTIZING AND LINK CAN BE INCLUDED ON THIS SITE
CONTACT ME AT: floorcovering@cox.net
1. TYPES OF CARPET FIBERS

C a r p e t Fiber
A fiber can be categorized as either:
A natural fiber, which is produced from living plants or animals:
Plant made fiber is known as cellulosic fibers.
- Generally these fibers are not used in the face yarns (the part of the carpet you walk on) of manufactured carpet. These fibers are mainly produced for backing material or in the construction of a woven carpet or rug.
- These fibers stain easily, are very absorbent, and are subject to cellulosic browning, shrinkage and mildew.
- Cotton, jute, rayon, sisal, sea grass, and cordage (paper) are all types of cellulosic fibers.
Animal of made fibers (including wood & silk) are known as protein fibers.
- A wool fiber is relatively flame resistant, resistant to mild acids, is strong, resilient, and can easily be dyed. This fiber is damaged by highly alkaline cleaning products. Although wool repels dry soil well, it can be easily stained.
- Silk is naturally non-flammable and is a strong fiber. This fiber can be damaged by highly alkaline cleaning products and is very absorbent.
Synthetic fibers, classified as thermal plastic resins, are derived from petroleum, coal or natural gas by-products.
Four different types of synthetic fibers comprise almost all the face yarns used in carpet manufacturing today. The four, listed in order of popularity are: nylon, polypropylene (olefin), polyester, and acrylic.
The nylon carpet fiber accounts for over 50% of all manufactured carpeting sold.
- Nylon is a long wearing fiber that cleans well, is soil and stain resistant, moth and mildew proof, easily dyed, and economical.
- Nylon may discolor from sunlight or oxidizing pollutants, and can be easily stained by foods, beverages and other substances containing dyes. High alkaline cleaning agents (over 10.0 on the pH scale) can affect the stain resistance of nylon carpet.
The polypropylene or olefin carpet fiber is gaining popularity in manufactured carpeting.
- Olefin offers excellent stain resistance, cleans well, is mildew and moth proof, non-allergenic, abrasion resistant (long wearing), and is economical.
- Polypropylene is not resistant to oil based soil. Another disadvantage is its poor resilience (remains matted or crushed with foot traffic).
Polyester is a lesser used carpet fiber. It looks and feels like nylon but offers some advantages over nylon.
- Polyester offers good color retention, is soil and stain resistant (non-absorbent to water based stains), strong (abrasion resistant), moth proof and mildew resistant, non-allergenic and can be recycled.
- Polyester does not offer good resiliency and can absorb oil based soil.
The acrylic fiber is predominately used for blending with other fiber types rather than alone in manufactured carpeting. The appeal is it's wool-like texture and appearance.
- Acrylic is a strong fiber that wears well, resists staining, is mold and mildew proof, non-allergenic, and retains its color well.
How can you identify the fiber content of your carpeting?
Proper identification of a carpet fiber can be accomplished by either burn testing or by chemical testing.
Burn testing is a good method for field testing but its accuracy may be distorted with the presence of dyes or yarns blended with more than one carpet fiber.
Chemical testing is more time consuming but is more accurate than burn testing. It is best to perform this test in a well ventilated area with a sink or container to dispose of the used chemical solutions.
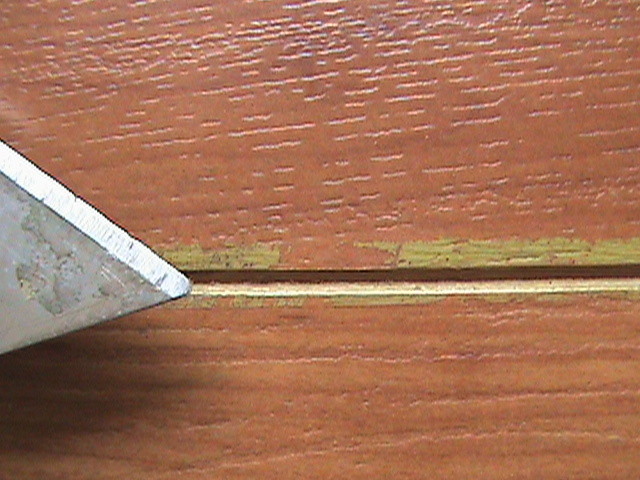
When either burn or chemical testing, only a few yarns of the carpet in question are needed. Obtain a sample from any extra carpet left over from the installation first. If no carpet remnant is available, then seek to cut a sample tuft (3/4 to 1 inch long) from a closet or an inconspicuous area with a good pair of scissors.
To burn test:
Observe the FLAME, the ODOR and the ASH when burning a test fiber.
To chemical test:
A specific chemical solution is applied to the sample fiber to determine if that chemical will dissolve the suspected fiber type. Strong acids or alkalines can also have an affect on the fiber type.
The carpet fiber type and its reaction to either burn or chemical testing is given below:
Wool & Silk
- The carpet or rug smells like a wet dog when wet.
- The flame is orange, sputters out and no smoke.
- The odor is burning hair.
- The ash is black and crumbles to a coarse powder.
- Dissolves in strong alkalines (chlorine bleach or lye). Not dissolved by strong acids.
- Silk smells like burned feathers.
Rayon
- Scorches and ignites readily with an approaching flame.
- When withdrawn from the flame, continues to burn rapidly with a red
afterglow when the
flame is extinguished. - The flame is orange/blue and burns rapidly.
The odor is burning paper. - Leaves a gray to charcoal color light feathery ash.
- Dissolves in strong acids (sulfuric acid). Not dissolved in strong alkalines.
Cotton/Jute/Sisal/Linen
- Ignites readily with an approaching flame and scorches.
- Once in the flame it burnes rapidly with orange or yellow flame
- Burns evenly with no smoke.
- Burns rapidly with a red afterglow upon extinguishing.
- The odor is burning paper.
- The ash is a gray to charcoal color, light and feathery and easily crumbles to a fine powder.
- Dissolves in strong acids.
- Safer with mild alkalines.
- Stronger when wet.
Nylon
- The flame has a blue base and orange tip, burns evenly and no smoke.
- The odor is similar to celery or plastic.
- The ash is a round hard black bead.
- Dissolves in formic acid.
Olefin
- The flame has a blue base and orange tip, burns evenly but rapidly and no smoke.
- The odor is similar to asphalt or paraffin wax.
- The ash is a gray/tan to brown hard bead.
- Dissolves in Dehydronapthalene (naptha).
- This fiber is the only one that floats in water, perferably in some very diluted detergent
- Test tuft with chlorine bleach in case it might be a nylon-olefin blend..
Polyester
- The flame is orange and sputters with sooty black smoke.
- The odor is sweet and fruity.
- The ash is a round shiny black bead.
- Dissolves in hot meta-cresol or boiling Dimethylformamide.
Acrylic
- Melts and shrinks from an approaching flame and ignites quickly.
- The flame burns bright, sputters, is white orange, burns fast with a lot ofblack smoke.
- When withdrawn from the flame, it continues to burn, melt, and drip.
- The odor is acrid odor, similar to burnt meat.
- The ash is a black hard crust or bead that can be crushed.
- Dissolves in warm Dimethylformamide.
Cellulose
- Such as cotton when burned the ash crumbles - as do protein fibers such as wool and silk.
Corterra
- Similar to polyester.
Once the type of fiber is properly identified, a proper decision for its care and cleaning can be confidently made.
2. A HEALTHY LOOK AT CARPET

A Healthy Look at Carpet
A May 2008 study, Carpet, Asthma and Allergies – Myth or Reality by Mitchell W. Sauerhoff, found carpet can actually
decrease the likelihood of transmitting infections because of its ability to sequester biological contaminants until they can be removed by proper cleaning. While the real advantages of antimicrobial
additives remain in question, the positive power of carpet within healthcare spaces has substantiated proof. Carpet offers the following benefits:
Slip prevention. Carpet reduces
the risk of in-patient falls, as well as that of caregiver and visitor falls, by offering a non-slip surface in high-traffic areas. If for some reason a fall occurs despite the non-slip surface,
carpet can potentially reduce the severity of injuries by cushioning the impact.
Hospital acoustics. For those who
have visited a healthcare patient room or walked the halls of a hospital featuring hard floors, they are well aware of echoes and background noises. In fact, according to Press Ganey hospital exit
surveys, too much noise is the number one complaint amongst patients. These negative survey responses could directly impact a hospital’s reputation and bottom line.
To avoid potentially damaging feedback, studies show that improved acoustics lower background noise, increase speech recognition, increase
healthcare worker performance, improve patient performance, reduce medical errors and prevent violent behavior due to stress.
By facilitating a quieter setting, carpeting enables caregivers to work more efficiently, visitors to hear more clearly and patients to
heal more peacefully.
Breathing better. High-traffic
areas often stir up airborne particulates that patients, caregivers and visitors could potentially inhale. To avoid this, carpets trap the particulates and keep dust and allergen levels out of reach
of an individual’s breathing zone.
Comfort head to toe. Perhaps an
obvious reason carpet is chosen for healthcare facilities is for maximum caregiver underfoot comfort and/or minimum-rolling resistance to prevent lost-time injuries. According to the U.S. Bureau of
Labor Statistics, nurses who spend all day on their feet are the second largest group at risk for workplace-related injuries, right behind truck drivers. The appropriate flooring choice is essential
for job safety and efficiency. Contrary to popular belief, not all carpet is created equal when it comes to comfort and rolling resistance. Carpet without an attached cushion has been shown to have
remarkable anti-fatigue properties without compromising rolling mobility as cushions typically do. An ideal flooring system to achieve both anti-fatigue performance and low-rolling resistance is a
modular or broadloom carpet with a dense, non-cushioned PVC or thermoplastic performance backing coupled with a dense, low pile face construction to ensure caregiver productivity and
comfort.
Carpet/Carpet tiles. It is widely
believed that carpet in healthcare environments harbors microbes of all types. While this has been proven false based on aforementioned studies, myths that carpet tiles are especially susceptible to
leak-through by bio-contaminated spills still remain. The CDC recommends the use of modular carpet in areas where contaminated spills are likely in order to enable ease of removal, replacement and
decontamination or disposal. While broadloom and modular carpet each feature aesthetic and healthcare benefits, carpet tile is often quicker to install and has higher anti-fatigue properties than
commercial broadloom, especially products with unitary or non-performance-type backing. Performance backings used on carpet tiles act as a moderating layer, which absorbs and disperses the energy of
foot impact more efficiently. This construction can also have better acoustic performance in terms of reducing distracting noises.
Sweeping the Surface
Some areas – including bathrooms, labs, patient rooms and closets – require more maintenance than others due to their spill susceptibility.
This is the location hard surfaces such as rubber and vinyl tile sparkle due to ease of clean-up. Hard surfaces and carpet effectively resist microbial growth, given proper cleaning. Additionally,
because such maintenance-heavy areas have the lowest amounts of foot traffic, airborne particulates are more contained.
3. WOOL - CLEANING CHART

STAIN REMOVAL FOR WOOL AND WOOL BLEND CARPETS
When spills occur, it is important that they are cleaned up immediately! Here is a guide to help make your job easier.
Step 1 : Scoop up solids with a knife or spoon.
Step 2 : Blot up liquids by applying pressure with white paper towel.
Step 3 : Determine method of stain removal from the chart.
Step 4 : Before treating stain, test treatments on an inconspicuous part of the carpet for possible color change.
Step 5 : With blotting or dabbing motion, work inwards from the edge of the stain to prevent it spreading.
Step 6 : Do not rub carpet pile during the stain removal or rinsing stages.
Step 7 : When attempting to remove stains, ensure that the carpet is dry before proceeding to the next step in order of treatment.
Step 8 : Rinse by applying clear, tepid tap water using a clean cloth or sponge.
Step 9 : Once the stain has been removed, blot up moisture by applying pressure with white paper towel.
Step 10 : Do not walk on carpet until dry.
Woolcare stain treatment list - Treatment (cleaning agent)
1 Solution of one teaspoon of approved wool detergent (e.g. Softly) with one teaspoon of white vinegar and one litre of warm water.
2 Dry-cleaning fluid, lighter fuel or mineral turpentine. Caution: Ensure that no flame or lighted cigarette is near, and use in a well-
ventilated area.
3 Mineral turpentine. Effectiveness is increased if mixed with an equal quantity of dry-cleaning fluid.
Caution: Ensure that no flame or lighted cigarette is near, and use in a well-ventilated area.
4 Methylated spirits. Caution: Ensure that no flame or lighted cigarette is near, and use in a well-ventilated area.
5 Hydrogen peroxide (20 vol.). Dilute 1 part to 10 parts cold water. Caution: Do not use on dark or patterned fabric.
6 Dye stripper. Dilute 1 part to 50 parts cold water. Caution: Do not use on dark or patterned fabric.
7 Chewing gum remover (freezing agent).
8 Nail polish remover.
9 Clean tepid water.
10 Cold water.
11 Weak solution of white vinegar or lemon juice with cold water.
12 Absorbent powder (e.g. salt or talc). Sprinkle on spillage, leave overnight and vacuum next day.
Wool care stain treatment for carpets - Type of stain
Order of treatment 1st 2nd 3rd
Beer 1
Beetroot 1
Bleach 1
Blood 10 6
Burn or scorch mark 5
Butter 2 1
Candlewax 3
Chewing gum 7
Chocolate 1 2
Cocoa 2 10 1
Coffee (black or white) 2 10 1
Cooking oils 2 1
Crayon / Colour Marker 2 1
Cream 2 1
Egg 1
Excrement 1
Fruit juice 9 1
Furniture polish 2 1
Grass 4
Gravy / Sauce 9 1
Grease 2 1
Ice cream 1
Type of stain
Order of treatment 1st 2nd 3rd
Ink - ballpoint 4 1
Ink - fountain pen 9 1 6
Lipstick 2 1
Metal polish 2 1
Mildew 1 5
Milk 9 2 1
Mustard 1
Nail polish 8 2
Oil 2 1
Paint - emulsion 2 10 1
Paint - oil base 3 2 1
Rust 2 1 11
Salad dressing 2 1
Shoe polish 2 1
Soft drinks 9 1 5
Tar 3 2 1
Tea (black or white) 2 10 1
Urine 1
Vomit 1
Wine - red 12 9 6
Wine - white 1
N o t e s : When attempting to remove any stains always ensure that the carpet is dry before proceeding to the next step in the order of treatment. The solvents normally used in dry cleaning are perchlorethylene, white spirit or fluorocarbons. Whilst this advice is offered in good faith, no responsibility is accepted for claims arising from the treatments proposed. If stains fail to respond to treatments listed, call a professional carpet cleaner immediately
4. CARPET BACKINGS, COATINGS, and ALERGEN








Carpet Backing and Coating
The backing of a carpet can often be overlooked and yet it is one of the most important factors of the carpet's construction. A carpet's primary backing is the depository of the face yarn. Both the primary and secondary back provide dimensional stability. A carpet with poor dimensional stability will tend to shrink and pull away from the walls, or will stretch resulting in ripples on both glue down and stretch in installations. A carpet's backing additionally plays a very important role in how well a carpet will seam.
Which way does the fuzzy side go?
Most everyone in the carpet business is familiar with the saying "fuzzy side up." That fuzzy side is the "face" of the carpet. The "back" is that other side, and it can be made from a variety of fabrics, yarn, natural or synthetic materials. A carpet may have only a primary back, which is the fabric that the fuzzy material is tufted, woven or bonded into. A tufted carpet with a single back is referred to as a "single" or "unitary" back carpet. A "conventional tufted carpet" is one with both a primary and secondary back with some type of scrim or attached cushion that is laminated to it.
Back, Woven & Knitted Carpet:
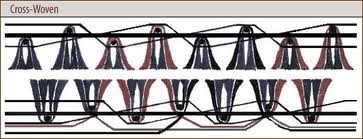
The most common backing materials are jute, kraftcord, linen, polyester, olefin (polypropylene), rayon, cotton and combinations of these materials. These materials are the "construction yarns" comprising chain warp, stuffer warp, and shot or fill which are interwoven with the face yarn during the manufacturing of the carpet.
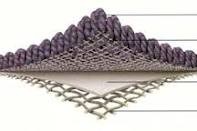
Primary Back Tufted Carpet
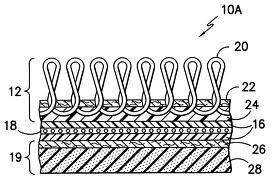
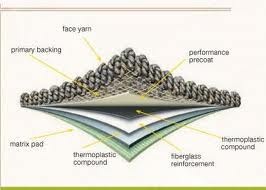
Primary backing materials are manufactured as both woven and non-woven fabrics in which the pile yarn is inserted by tufting, needle punching, stitching, embedding or bonding. Primary back is the carrier fabric for the pile yarn and should not be confused with secondary backing which is a reinforcing fabric laminated to the back of tufted carpet subsequent to the tufting process. Some synthetic primary backings have nylon fiber attached to their upper surfaces to make them union dyeable with nylon pile yarns.
Secondary Back "Fabric" Tufted Carpet
Usually woven jute, or woven or non-woven olefin (polypropylene). The fabric is laminated to the back of carpet (usually with latex adhesive) to reinforce and increase dimensional stability, strength, stretch resistance, stiffness, and hand. Because secondary backing is visible, whereas primary backing is concealed under the pile yarn in finished carpet, dealers and installers often refer to secondary backing simply as "backing."
Backing Fabrics
Both woven and non-woven primary and secondary backing is made for tufted carpet. It is primarily polypropylene, but some jute and other materials are used. It is important to remember that woven backing is not the same as woven carpet. Woven polypropylene backing presently accounts for 95% of the secondary market and 90% of the primary market. As of 1996 the secondary market was shared by Amoco and Synthetic Industries with additional companies sharing part of the primary production. Amoco is the world's largest backing supplier with their woven polypropylene primary backing representing more than 50% of the North American primary backing and their ActionBac representing more than 50% of the secondary backing market. Polypropylene backing can now be made from recycled polypropylene and these are expected to be a player in the near future. Spunbonded backings are made in both polyester and polypropylene. They are primarily used in the automotive industry as moldability and dimensional stability are very important. They also represent about 80% of the carpet tile and six-foot roll market. Some spunbonded is used for lower price printed loops as they create less needle deflection than woven backing. Secondary Back Attached Cushion This cushion is laminated to the primary back. The most common cushions are polyurethane foam, high-density foam, sponge rubber, woven fiber, latex with an embossed pattern, solid vinyl and foam-type vinyl. Unitary Backing. A single fabric backing with high rubber content latex or hot-melt resin compound laminated to the bottom side. A unitary backing system is used to increase dimensional stability, tuft bind of the individual fibers, minimize edge ravel at seams and snagging of rows on looped pile construction.
Secondary Back "Coating" Tufted Carpet
Synthetic foam, synthetic latex or other polymers. The most common coatings are rubber latex, hot melt compounds and PVC back coating. A backing with a coating of latex or other polymer only is commonly referred to as a unitary back. A backing system is composed of one or more components. Below a number of those systems are discussed: EVA copolymers (ethylene vinyl acetate) hot melt An inert material consisting of an EVA resin and limestone filler. EVA has superior tuft bind and edge-ravel resistance. Polyurethane Introduced in the late 70's they represented less than 4% of the backings market in 1996. Due to the desire for increased carpet performance they are expected to increase their market share. Unlike latex, these products will maintain their integrity in the presence of water and moisture. PVC, hard-backed or closed-cell is most commonly used in carpet tile or 6' wide goods, due to its weight and stiffness. PVC gives a stiff, stable backing with little cushioning but excellent tuft bind and overall dimensional stability. Closed cell vinyl adds a cushion effect.
SBR Latex
A water emulsion of synthetic rubber, natural rubber, or other polymer. In carpet, latex is used for laminating secondary backings to tufted carpet, backcoating carpet and rugs, and for backcoating woven carpet and rugs. Almost all carpet latex consists of styrene-butadiene synthetic rubber SBR latex compounded with large quantities of powdered filler. The latter is most often whiting, which is calcium carbonate. SBR is easily degraded by adding too much filler and this increases the loss of tuft bind and flexibility, and leads to delamination problems and degradation from water.
Backing and Coating
Urethane is an organic compound, more expensive than SBR latex based backing systems. While more expensive it is impossible to add too much filler so the product has its own built in censor. Urethane is also hydrophobic (dislikes water) so water will not degrade it which is a benefit for environments where things get spilled on a regular basis or where the carpet needs to be wet cleaned regularly. From an environmental standpoint, 4PCH, which is used in latex, is not used in the urethane products. Urethane is applied by the carpet mill in the finishing process. In the heat curing chamber it reacts by bubbling and creates a foam-like texture. This backing encapsulates yarn bases for extra tuft bind and provides an attached cushion.
Polypropylene versus Jute
Both polypropylene and jute have characteristics that are beneficial as a carpet back. Below are a few that you may like to be familiar with:
Polypropylene
- Will not shrink
- Does not hold moisture
- Resistant to mildew, insects, bacteria and rot
- Non allergen
- Odor free
- Does not cause browning
- Strong
- Light weight reducing shipping cost
- Can be used indoor or out .
Jute
• Does not harden in cold temperature
• Easier for the installer to work with
• Less frequent stretching problems
• Good seaming characteristics
• Dyeable
• Absorbent, which gives it good hold on a direct glue down
• Jute is bulky which adds hand and cushioning
Some of the Branded Backing Products and Systems
The information provided for the following products was taken from marketing literature. Amoco Fabrics and Fibers is a polypropylene product. With this product a powdered polypro binder attached to the secondary backing joins the primary and secondary backings through a combination of heat and pressure. As a latex free system it is said to improve indoor air quality during installation and to make for a lighter weight carpet.
Action Bac
The trademark owned by Patchogue Plymouth Division of Amoco Fabrics Company for a leno weave of slit-film and spun polypropylene yarns that form a stretchable, all-synthetic secondary backing fabric. A totally synthetic (woven polypropylene) secondary backing which offers resistance to mold and mildew, flexibility for both stretch-in and direct glue down installations, and the ability to readily absorb and firmly retain adhesive. Atlantis by Arco is an in-house urethane finishing system, and it is expected that more manufacturers will use it in the future. The finishing system requires a space only 20 by 30 feet and cost about the same as a high speed tufting machine. Colback is produced by Akzo Nobel and was previously licensed to BSF. It is a nonwoven composed of a bicomponent fiber with a polyester core and a polyamide (nylon) skin. The dyeable nylon sheath prevents "grinning". The product has excellent dimensional stability, keeping the pattern straighter than a woven backing, a characteristic which is important for patterned commercial carpet. Endure J&J's proprietary attached cushion backing which offers improved appearance retention, excellent acoustical benefits, additional thermal insulation, and superior comfort underfoot. It protects carpet from delamination, edge ravel, and moisture; provides installation flexibility; resists fuzzing and pilling; minimizes restretching; is easy to repair if damaged; and can eliminate carpet removal problems.
Enhancer
A complete family of commercial carpet backing options from Dow Chemical's VERSABACS Carpet Backing System. The Enhancer backing reduces pilling, fuzzing, and edge ravel. It offers greater dimensional stability and will not delaminate, wrinkle or buckle. Enhancer also prolongs the life of carpet and resists moisture. Antimicrobrial and Antistat treatments can be added for hospitals and computer rooms. ER3 by Collins & Aikman Floorcoverings is a vinyl backing for its Powerbond modular tiles. It is a nylon reinforced, polymeric backing system that's made with 75% recycled content.
Everbond
Philadelphia's own permanent tuftlock unitary backing Flex-Back A resilient quality backing from Shaw which resists crumbling,
deterioration, moisture, and fuzzing. Flex-Back's innovative surface allows easy installation with a variety of adhesives. This backing cushions face fiber for added wearability, along with thermal and acoustical insulation.
Kraftcord
A tightly twisted yarn made from plant fiber or synthetics used as backing yarn in carpet weaving or as the filler on upholstery beading. Needletuft by General Fiber & Fabrics is used with needlepunched products. Performance Plus by Textile Rubber is a polyurethane laminated backing finishing system that can be applied in house with the conversion of existing equipment. It serves as a moisture-proof binder between the primary and secondary backings and can be used with woven and nonwoven secondary backing. Prima-Weave by Wayn-Tex is a primary backing that is designed for enhanced wrinkle resistance through coaters, dye units and dryers.
StatiBac
J&J's proprietary backing system engineered for control of BSD (electrostatic discharge) in computer rooms and electronic offices. Dissipates tracked-in static to a safe level in less than 3 seconds. Supertuft by General Fiber and Fabrics is a primary backing for tufted carpets.
ThermalLock
J&J's proprietary backing system utilizes thermoplastic technology to chemically bond the secondary backing to the carpet face. It carries a lifetime warranty when installed using J&J guidelines. Provides outstanding protection against delamination, excellent resistance to edge ravel and zippering, and 20 Ib. tuft bind. Resists damage from water, contains no PVC or plasticizers, meets or exceeds all flammability requirements, and will not deteriorate with age.
Tufloc
J&J's proprietary unitary backing engineered expressly to provide high tuft bind in direct glue-down installations. An increased
concentration of premium latex protects carpet from delamination and edge ravel and maximizes yarn tuft encapsulation for increased tuft bind to prevent fuzzing and pilling.
Typar
Registered DuPont trademark for backing material made of carded, spun polypropylene fibers that are fused together to create the fabric. This product is primarily used in lower weight printed loop carpet, indoor and outdoor mats, and loose rugs.
Ultrabac
A dense weave white synthetic secondary latex compound that results in a better quality backing system. Ultrabac virtually eliminates delamination problems and helps prevent seam ravel. Ultra-Graphics by Wayn-Tex is a backing made for high-end commercial and residential graphics styles.
Unibond
A hot-melt resin process that adheres the primary and secondary backing of Lees Commercial Carpet.
U reflex
An exclusive backing system for carpet modules, created by Philadelphia to be the safest, most stable and reliable backing ever made.
Definitions
Backcoat: Adhesive applied to the back side of woven goods. The backcoat serves to add strength and stability to the weave, while increasing its stiffness ("hand," or feel).
Backcoating: The application of latex adhesive to the back of a carpet to anchor the tufts, usually followed immediately by addition of a secondary backing material such as woven jute, woven or nonwoven polypropylene.
Cushion-backed carpet: Carpet having a cushion or padding as an integral part of its backing, such as high density foam or sponge-back carpet.
Filling Yam: In weaving, any yarn running across the width of the fabric perpendicular to the warp yarns. In woven carpet, filling yarns are part of the group of construction yarns which also include chain and stuffer warp and form the backing. Woven carpet fill and chain warp yarns interlace to secure the pile yarns. Filling and other construction yarns usually are fibrillated polypropylene, jute, kraftcord, or similar materials.
Film Yam: Yarn produced by slitting extruded films into narrow strips. Slit film polypropylene yarns are woven into fabrics used as primary backings in tufted carpets. (See slit film).
Foamback: Term used to denote that a fabric has been laminated to a backing of polyurethane foam.
High Density Foam: Applied as a liquid foam, then cured, to form an integral part of the carpet back; made from compounded natural and/or synthetic latex foam having a minimum density of 17 pounds per cubic foot and a minimum weight of 38 to 45 ounces per square yard.
Jute: For many years, the primary secondary-backing material for tufted carpets. Today jute represents a very small percentage of the market.
Jute grows mainly in Bangladesh, India and Pakistan. It is yellowish-brown in color, is coarse and harsh, with good resistance to
microorganisms and insects. The fiber has moderate dry strength but low wet strength. It has good abrasion resistance.
Latex: A water emulsion of synthetic rubber, natural rubber, or other polymer. In carpet, latex is used for laminating secondary backings to tufted carpet, backcoating carpet and rugs, and for manufacturing foamed cushion. Almost all carpet latex consists of styrene butadiene synthetic rubber (SBR) compounded with large quantities of powdered fillers. The latter are most often whiting, which is calcium carbonate. Latex is the raw material from which rubber is made.
Leno Weave: In a leno weave polypropylene secondary backing the slit-film filaments run lengthwise. A woven fabric construction in which paired warp yarns twist around one another between fill yarn picks. It is similar to woven gauze bandage construction. Leno construction renders the yarns relatively immobile within the fabric, making possible very open weaves which are relatively stable. Woven polypropylene secondary backings for tufted carpets are generally of leno weave construction.
Non-woven: An assembly of textile fibers held together by mechanical interlocking in a random web or mat, by fusing of the fiber (in the case of thermoplastic fibers), or by bonding with a cementing medium such as starch, glue casein, rubber, latex, or one of the cellulose derivatives, or synthetic resins. Initially, the fibers may be oriented in one direction or may be deposited in a random manner. This web or sheet of fibers is bonded together by one of the methods described above. Normally, crimped fiber that range in length from 0.75 to 4.5 inches are used. Non-woven refers to any fabric manufactured by a method other than weaving but particularly those fabrics composed of fibers held together by chemical, mechanical, adhesive, or fusion means. In popular usage knitted fabrics are not considered to be non-wovens.
Scrim Back: A secondary back made of light, coarse fabric, cemented to the primary back in tufted construction. If a cushion has one side covered with a scrim fabric, this fabric should be installed face up.
Shrinkage: The widthwise or lengthwise contraction of fiber, yarn or fabric of carpets and rugs after shampooing or washing, redrying or exposure to elevated temperature. It is caused by the swelling of the woven yarns. Shrinkage occurs in carpet backing. Although the increased use of manmade fibers reduces the possibility of shrinkage, extreme caution should be exercised to prevent over-wetting during cleaning.
Slit-Film Yam: Yarn of a flat, tape-like character produced by slitting an extruded film.
Stutters: Extra yarn running in the warp direction through a woven fabric to increase the fabric's strength and weight.
Stutter Yams: Extra yarns, usually jute, running lengthwise through the back of woven carpet, to increase bulk, weight, and thickness of the fabric.
Warp: A weaving term for yarns in woven fabrics and carpets which run lengthwise. Warp yarns are usually delivered to the loom from a beam, a large spool with hundreds of ends wound on it, mounted behind the loom. Woven carpets usually have three sets of warp yarns, which may be wound on three loom beams. These include stuffer warp for lengthwise strength and stiffness, pile warp which forms the carpet surface tufts, and chain warp which interlaces with fill yarn to lock the structure together. On woven polypropylene backing the warp is the thin, shiny, chain-like yarn.
Weft or Woof: The foundation threads of a rug, strung across the width of the loom. After each row of knots is tied, these threads are passed through alternate warp threads. They secure the knots in place and form part of the rug's sides. On woven polypropylene backing the weft is the broad, round wire.
Common Backing Problems
Back of the Carpet is Very Soft Can be due to application of low levels of latex compound during manufacturing.
Back of the Carpet is Very Stiff Can be due to application of excessive levels of latex compound during manufacturing.
Latex on Nap - This is the result of the selvedge edge folding over onto the carpet's face or a hole in the carpet that allows the latex to touch a face roller on the coater.
Mill Soil, Dirty Back Carpet came in contact with dirt or grime. Carpet can normally be installed as is but can sometimes be cleaned. A dirty back is an appearance blemish but will not effect the carpet's performance.
Mill Seam, Secondary This occurs when two rolls of secondary back are seamed together to ensure a continuous run during the latex operation.
Mill Seam, Primary Back - This occurs when two rolls of primary backing have been sewn together to facilitate the continuation of the tufting operation. This condition will be seen as a widthwise band or void and will look similar to missing tufts or shear bands.
Narrow Selvedge - The carpet was not hooked properly on the tenter pins of the dryer, which caused the unpinned selvedge to be narrower.
Narrow Width Carpet - The carpet is narrower than 12', 13' - 6", 15', etc. The manufacturing tolerance is minus 1%, which equals 11' 10 1/2" for a 12' carpet. If less than the minus 1% it is considered a narrow width.
Pan Streaks (Coating) - A build up in the pans of latex interfered with the proper latex application, resulting in too little or too much latex being applied.
Small Lumps of Excessive Latex on the Primary Back and Hidden by the Nap This is a coating defect that occurred during application of the backing.
Wrinkled Back (Tufting) - A bad needle on the tufting machine that cuts or damages the primary back. Also rollers out of adjustment can put more tension in one area than another creating shrinkage differences.•
Wrinkled Primary Back (Finishing) - The primary back is wrinkled and the secondary back is smooth. This occurs when the carpet is creased prior to latex application and was not pulled out properly on the tenter during application.
Wrinkled Secondary Back with Flat Primary Back (Finishing)- The wrinkled secondary back was not pulled out properly on the tenter during application.
Wrinkled Primary and Secondary Back - (Final Inspection) (Shipping) The primary and secondary back are properly laminated. This condition generally occurs while being rolled up during the final inspection or in the case of cut orders at the cut order table.
Dimensional Changes In Synthetic Carpet Backing - When carpet backings were of natural fibers such as jute and cotton, shrinkage from oven/vetting occurred. With synthetic backings we have a different set of circumstances.
Expansion and Contraction - Delamination from expansion and contraction can be a problem in a warm humid climate where air conditioning is raised and lowered nights and weekends. This can effect both carpet over pad and glue down installations.
Air Conditioning - When a carpet is buckled, turning on the air conditioner will normally make the ripples disappear.
Overwetting - Overwetting during cleaning can make a carpet ripple.
Cleaning - Some carpets will ripple during regular cleaning (not over wetting) and flatten out when it dries.
STATEMENT ON LATEX ALLERGIES 1. AND SB LATEX USED IN CARPETS
Many consumers are confused by news reports on allergic reactions to "latex." The allergic reactions are usually stimulated by contact with natural latex (for example, the material used in some medical gloves and condoms). SB latex is different from natural latex and does not cause allergic reactions. "Latex" is a generic term used to describe both natural and synthetic latex, although they have very different properties: ft' Natural latex is produced from the rubber tree Hevea brasilienenesis found in ' 'Africa and Southeast Asia. The latex sap contains a mixture of more than two hundred natural proteins that constitute about 1 % of the sap. It appears that some of these proteins can sensitize some individuals over time and may lead to an allergic reaction. Synthetic SB latex is a water emulsion manufactured by polymerization in chemical plants. Unlike natural latex, synthetic latex is manufactured from high-purity chemicals and does not come from trees like natural latex. It contains no proteins. Allergy to natural rubber proteins should not be called "latex allergy" but rather "natural latex allergy" so as not to implicate the numerous products that contain only synthetic latex. SB latex used to back carpets, and other latex materials used in paints, are examples of products that have been incorrectly associated with natural latex allergies. Synthetic latex products have not been shown to pose any hazards to natural latex-sensitive individuals. > , For additional information on SB latex, contact: Robert J. Fensterheim Executive Director, SBLC Members of the SB Latex Council include BASF Corporation, The Dow Chemical Company, GenCorp Specialty Polymers Division, Goodyear Tire and Rubber Company, Ameripol Synpol/Mallard Creek Polymers Division, and Reichhold Chemicals, Inc. 3/97 SB Latex Council 1350 Eye Street, N.W. • Suite 200 • Washington, DC 20005 202-962-9400 • fax: 202-289-3565
USE OF SB LATEX IN CARPETS
SB latex (synthetic) has been used in carpet for more than four decades. Over ninety percent of all carpet manufactured in the United States uses SB latex as a bonding agent to hold yarn and backings together. SB latex should not be confused with natural latex, which is chemically different and has been associated with allergic reactions. New carpet sometimes has a distinctive odor. This "new carpet" odor is from a chemical identified as 4-phenylcyclohexene (4-PC or 4-PCH), a trace by-product of the SB latex manufacturing process. The small amount of 4-PCH dissipates with adequate fresh air ventilation, but is noticeable because its odor is detectable at extremely low levels, as low as one part per billion. Laboratory research studies, including standard toxicology studies and specific testing for skin sensitization and respiratory irritation, were conducted by the SB Latex Council (SBLC) to determine any possible health effects from 4-PCH. No evidence indicating potential humanhealth effects from 4-PCH emissions was found. The results were made available to both the Environmental Protection Agency (EPA) and the Consumer Product Safety Commission (CPSC) as part of their reviews of indoor air quality issues. The findings from both agencies support those from the SBLC: there is no evidence that emissions from SB latex, at the extremely low levels found in carpet installations, represent a human health hazard. Carpet tested through the Carpet and Rug Institute's Indoor Air Quality Testing Program must meet a maximum allowable 4-PCH emissions level of 0.05 mg/m2/hr. The CRI label shows that the product meets this emission level. Although extensive health effects studies have not shown 4-PCH emissions to be harmful, some people may find the odor unpleasant. In response to this concern, SB latex manufacturers have voluntarily developed and implemented improvements to the SB latex manufacturing process that have reduced 4-PCH emissions from their product by more than 60% since 1989. The SBLC continues to work cooperatively with government agencies and the carpet industry to use sound scientific information to determine the safety of its products, to prevent and/or reduce emissions, and to address consumer questions. For additional information on SB latex, contact: Robert J. Fensterheim Executive Director, SBLC Members of the SB Latex Council include BASF Corporation, The Dow Chemical Company, GenCorp Specialty Polymers Division, Goodyear Tire and Rubber Company, Ameripol Synpol/Mallard Creek Polymers Division, and Reichhold Chemicals, Inc
===================================================================================================
ALERGIES
Latex Allergies, VOC Limits and Floor Prep by Ken Knudtzon have participated in many forums , conventions, meetings and other floor covering industry events. At a recent meeting, one of the topics related to a segment pertaining to latex allergies that had appeared on 20/20, and ABC network TV show. The main topic was latex gloves but the reporter also made reference to carpet backings.
The SB Latex Council (SBLC) said that many consumers may be confused by news reports on allergic reactions to "latex." These reactions are usually stimulated by contact with natural latex, not the SB latex used in the coatings on carpet backs or floor covering adhesives. "Latex" is a generic term used to describe both natura l and synthetic latex, although they each have different properties:
• Natural Latex is produced from the rubber tree Havea Brasilienensis found in Africa and South-east Asia. The latex sap contains a mixture of more than 200 natural proteins that constitute about 1% of the sap. It appears that many of these proteins can sensitize some individuals over time, and may lead to an allergic reaction.
• Synthetic SB Latex is a water emulsion manufactured by polymerization in chemical plants. Unlike natural latex, synthetic latex is manufactured from high-purity chemicals, does not come from trees like natural latex, and contains no proteins.
The SBLC went on to say that allergy to natural rubber proteins should not be called "latex allergies," but rather "natural latex allergies," so as not to implicate numerous products that contain only synthetic latex. SB latex used in carpet backings, and other synthetic latex materials found in adhesives or paints, are examples of products that have been incorrectly associated with natural latex allergies. Synthetic latex products have not been known to pose any hazards to natural latex-sensitive individuals.
Another item worth noting is a new proposal for volatile organic compound (VOC) limits for adhesives and sealants used in commercial and manufacturing processes in California. Today, two types of floor covering adhesives are being manufactured: traditional and low VOC. Emissions from "traditional" adhesives are the result of solvents evaporating during spreading, transfer, drying, surface preparation and cleanup operations. Some adhesive products are formulated with "exempt" solvents that are not treated as VOCs under the California calculated method of VOC determination. The proposed limits for floor covering adhesives (effective Jan. 1, 1998) are: Ceramic Tile 130 g/ 1, Cove Base 150 g/L, Indoor Floor Covering Installation 150 g/1, and Outdoor Floor Covering 250 g/1. Emissions from low-VOC adhesives are determined by subjecting an adhesive to a test in a small scale environmental chamber. The Floor Covering Adhesive Manufacturer Committee of the National Association of Floor Covering Distributors (NAFCD) developed a test that exempts no ingredients to measure traditional voc emissions. In order to meet the low-VOC designation, a multipurpose carpet adhesive or modular carpet adhesive must achieve a 48 hour emission integral of 2,000 rng/m2. All low-VOC adhesives tested to date would achieve a calculated rate of 30 g/1 or less. Thus, if a California installation contractor is unsure whether the roduct he/she is buying meets the California limit he should use a product designated as "low-voc."
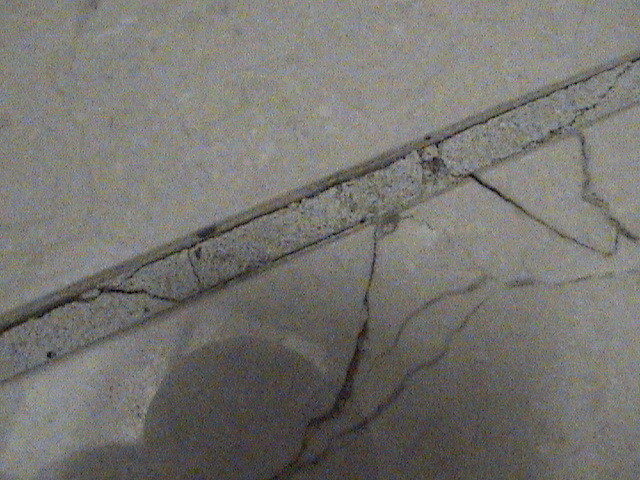
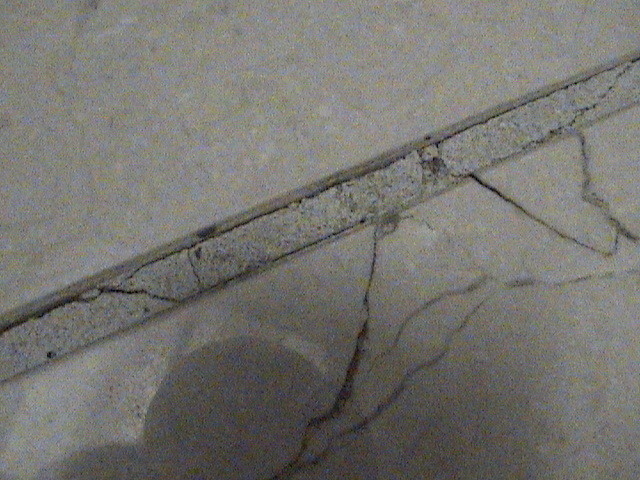
One of the major other installation problems cited at these meetings is floor preparation. The big complaint is the condition of the subtloor when the installation contractor arrives to install carpet or resilient. New concrete must be cured (90 to 120 days), clean, dry and smooth. It must be free of curing compounds, hardeners, sealers and breakers, or parting compounds that make adhesives prone to slab bonding failures. If any of the above has been used, it must be completely removed by scarifying, sanding, shot blasting or grinding prior to the application of patch, underlayment or adhesives. Cracks, holes, footprints, wheel impressions or score marks should be filled with patch or underlayment to assure a smooth surface. Location of expansion or isolation joints must be specified by the architect and they should have an elastomeric filler in them. Patch or underlayment should never be used to smooth them over, as they will crack or buckle when the slab moves and telegraph thru the floor covering. Crack isolation materials and expansion joint covers are available for use with various floor coverings and should also be specified by the architect. Old concrete must be clean, dry, and free of paint, dirt, oils and any other contaminants. The floor covering contractor should not proceed with the carpet or resilient installation unless he/she has written assurance from the owner or general contractor that moisture and alkali tests have been conducted and the floor is suitable for the installation of floor coverings. As a general guideline, an emission rate of 3 Ibs. or less is acceptable for most carpet. A pH range of 5-9 is considered satisfactory for alkalinity. If any of the above conditions apply to a job you will be working on, and the owner or general contractor or architect says "go ahead" or "don't worry about things like that — the client is moving in on Monday," get it in writing or you could (and probably will) be charged with the failure of the installation. *
5. FLEAS & BEETLES

Fleas
Fleas are the most likely candidates you might encounter when on the job, though that doesn't rule out the chances of encountering other bugs. Fleas are black to brownish-black and can be about one-twelfth to one-sixteenth inch long. They have six legs and can jump as much as seven-eights an inch vertically and 14 to 16 inches horizontally. This is equivalent to a man jumping 1,000 feet! They can be found on cats and dogs year round, but most commonly in warm and humid weather. Fleas can survive up to two months without feeding. They reproduce rapidly at room temperature and female fleas can produce up to 25 eggs a day. Because of this they can create quite a problem for the homeowner. In addition, fleas can carry and transmit typhus, tapeworms and other diseases to pets and humans. Carroll Erasure, Erasure's Pest Control, Selby ville, MD, notes while it is possible cleaning the carpet (with hot water extraction) can rid the home of very light infestations, chances are it will only decrease the population.
Carpet beetles
Carpet beetles are most often encountered in Oriental rugs, where they cause damage to wool and natural fibers. They are small, approximately one-fifth inch long, rounded bugs that resemble ladybugs with a varied pattern of whitish and orange scales on their backs. Sometimes the consumer does not even know that the damage is present, and must be educated. However, it is not the adult bugs that cause the damage. The larvae, which are in larval stage from 60 to 325 days, are the culprits. Contact with carpet beetles can also cause dermatitis in humans. When finding a problem with active larvae in the rugs, the home must be treated to eliminate the beetles from other areas in the home, noting that the beetles can also infest many other items and areas in the home, such as furniture and stored items." This situation can also prove to be useful for both carpet cleaners and pest management professionals. While the carpet is back at the plant being treated, the pest management professional can exterminate the rest of the house. When cleaning the rug, make sure to treat the rug with "Magnesium Fluorosilicate," which prevents wool degradation and can be used by those unlicensed for pest management. The connection between pest management specialists and carpet cleaning professional is a logical one, and using a little ingenuity, it can prove to be a highly advantageous outlet for referrals.
6. CARPET CLEANING TRUCKS

Carpet cleaning truck mounts are essential equipment for today’s professional carpet cleaners. They are used throughout the industry by companies big and small. Their wide adoption stems from the ability to perform effective steam extraction cleaning regardless of their size. Many companies manufacture and sell these truck mounts so there is a wide selection of equipment to choose from. With so many unlike brands and sizes, it’s helpful to try and group similar machines together for comparison purposes. Different companies have unlike names for the various size and capabilities of their machines but it still boils down to sizing and power. By that I mean engine size, water pressure and vacuum pressure. For the sake of this article, when talking engine sizing we are referring to slide-in truck mounts vs. the new direct drive models. The most powerful carpeting cleaning truck mounts have the most powerful engines. These bigger machines boast around 60 HP or greater. This makes them able to deliver 3000 psi of water pressure which is plenty for carpet cleaning and also high enough to do pressure washing. They can provide 400-600 cfm of vacuum pressure which can support up to three cleanup wands on most models. They also produce hot water up to 270-300 degrees which is hot enough for carpets ( 212 is max for carpets) and higher for tile or grout cleaning. These big machines can run up to $25k or higher. The mid-size machines will run 20-25 HP engines with 1000 psi and 300 cfm of water pressure and vacuum pressure respectively. These numbers are not as high as the larger rug cleanup machines but plenty big enough for effective steam descent cleaning. The machines will usually run between $15k and $20k when purchased new. The smaller size cleaning machines mounts will run 1000 psi of water pressure but only 250-270 cfm of vacuum pressure. Nevertheless, these small machines are still powerful carpet cleaners. They usually support only one cleanup wand. Many of these machines can be found for $14k or less. The variability of sizing while delivering similar performance is what makes these carpet cleaning truck mounts so popular. You have the option to start small and work your way into bigger machines as you grow. While sizing can mean more functionality or multiple operators, all sizes of this equipment are well suitable for the task astatine hand.
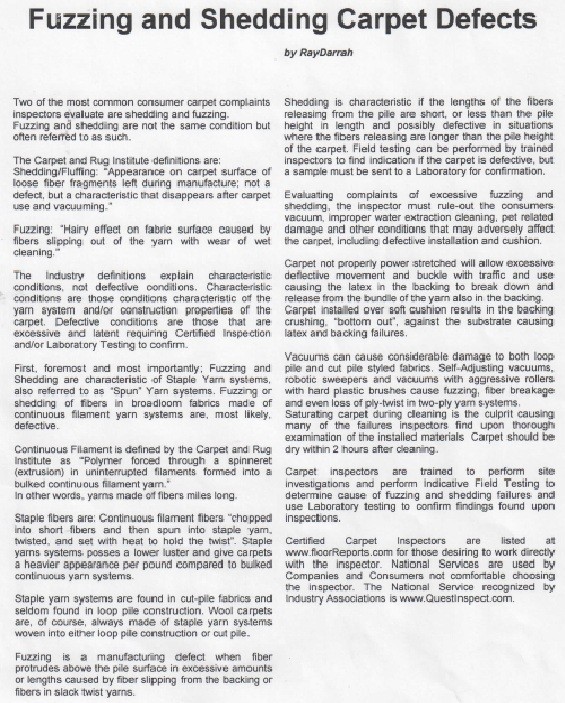
7. FUZZING & SHEDDING
8. STATIC DISSAPATIVE CARPET
YARN CONSTRUCTION | StaticSmart ESD Carpet Tile
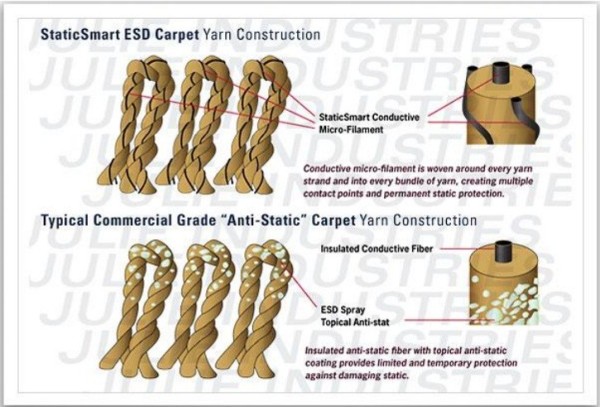
Yarn construction refers to how fibers are combined in the manufacturing process before they are embedded into a backing material and tufted into carpet. A carpet's color, texture, pile retention, soil resistance, durability, and overall aesthetics can be affected by yarn construction techniques. In static control carpet, yarn construction plays a large part in how carpet performs electrically.
There are many "static control" commercial carpets on the market that utilize a topical treatment "Anti-Static" spray to reduce electrostatic charge buildup. Additionally, these "low KV" computer-grade commercial carpets are typically manufactured with an antistatic bi-component insulated inside the yarn, which lacks contact points, resulting in compromised performance.
With StaticSmart ESD Carpet, the FiberLink™ conductive fibers are woven into each and every yarn bundle, creating multiple contact points per square inch. These contact points provide a fast path to ground, to quickly and effectively remove static charges. (see diagram below)
What about Anti-Static Sprays for Commercial Carpet - Are they worth it?
Using a topical anti-stat solution can be very effective at reducing the level of static electricity that tribo electric charging generates on an object, but it doesn't equal engineered static control carpet yarn. For example, applying an anti-stat to a carpet will reduce the amount of static electricity that a person generates when they walk on it, which in turn eliminates the painful static shock the person gets when they touch a doorknob. However applying an anti-stat does not eliminate the generation of static charge. It only reduces it. Therefore applying an anti-stat to a walking surface as a means of grounding does not work. Furthermore, the ability to reduce generation of static charges can be influenced by humidity and easily degraded when exposed to common cleaning agents that are found in most manufacturing facilities.
Anti-static sprays can be effective, and certainly are a cheap solution to minor inconvenience type static problems. However, for industries that cannot afford the potential loss of data, component failure or network downtime, we do not recommend these types of anti-static treatments. The only viable solution is a flooring product that provides permanent static protection, regardless of humidity or reliance on anti-static spray treatmens. The only true anti-static carpet solution is StaticSmart ESD Carpet tile.
StaticSmart ESD Carpet Tile: Proven, Permanent and Reliable Static Control Flooring
Our fibrelink construction method uses premium solution dyed nylon strands with a conductive microfilament that provides maximum electrical performance while retaining its aesthetic appeal and desired durability. Combined with the industry leading Ecoworx backing system, StaticSmart ESD Carpet Tile provides comfortable, attractive, durable and permanent electrostatic protection regardless of humidity or temperature.
9. AIR EMISSIONS FROM CARPET MANUFACTURING PROCESSES
AIR EMISSIONS FROM CARPET MANUFACTURING PROCESSES
James A. Mulholland, Melanie C. Pitrolo, Ravindra Bissram, and Srikanth Patury
Environmental Engineering, Georgia Institute of Technology
200 Bobby Dodd Way
Atlanta GA 30332-0512
james.mulholland@ce.gatech.edu
Charlene W. Bayer and Robert J. Hendry
Georgia Tech Research Institute
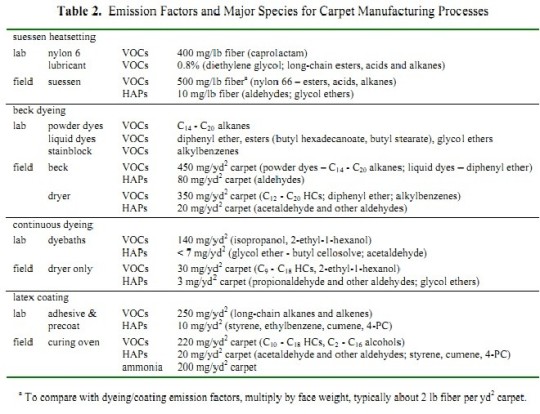
To better characterize stack emissions from carpet manufacturing processes, volatile organic compound (VOC) emissions were measured and hazardous air pollutants (HAPs) were identified for four processes: suessen heatsetting, beck dyeing, continuous dyeing, and latex coating. The study included field and laboratory investigations performed during the 1996-99 time period. In nylon 6 fiber heatsetting, caprolactam is the major VOC emitted, released at a rate of 400 mg per pound of fiber. For nylon 66 fiber heatsetting, on the other hand, VOC emissions are predominantly long-chain acids and esters found in yarn spinning lubricant. Total VOC emissions ranged from 240 to 600 mg per pound of fiber processed. Total VOC emissions from beck dyeing ranged from 500 to 1000 mg/yd2 carpet; for continuous dyeing, the VOC emission estimate ranged from 100 to 200 mg/yd2 carpet. VOC emissions included long-chain hydrocarbons at plants using powder dyes, and glycol ethers and other oxygenated compounds at plants using liquid dyes. Alkyl benzenes from stainblock application were also observed. Laboratory results demonstrate that water-soluble VOCs partition between gas and water effluents. Pure hydrocarbon auxiliary compounds present in the dye applications, on the other hand, were entirely released to the stack gas. VOC emission factors for styrene-butadiene latex coating were estimated to range from 150 to 280 mg/yd2. Laboratory simulation results were in close agreement with the field measurements. In total, it is estimated that 1-2 g of VOCs are released to the air in the manufacture of one square yard of nylon carpet.
Introduction
Emission source inventories of volatile organic compounds (VOCs) are inadequate in part due to incomplete characterization of a large number of minor sources. The need to better characterize air emissions from carpet manufacturing processes was identified as a research priority by the Consortium on Competitiveness for the Apparel, Carpet, and Textile Industries (CCACTI), a Georgia traditional industries program.1 In July 1996, a three-year project was undertaken to estimate emissions of VOCs and hazardous air pollutants (HAPs) at carpet manufacturing plants. Carpet manufacturing processes that can result in significant air emissions are yarn heatsetting, carpet dyeing, and carpet backing. Nylon and polyester yarns are prepared in a spinning mill. Staple fibers, which are unaligned, and continuous filament fibers are received with residual lubricant from the fiber manufacturer. More lubricant is added at the spinning plant (“overspray”), particularly to staple fiber. Fibers are drawn out to increase fiber alignment and twisted to form a yarn. The resulting plyed yarns are coarse and thick. Yarns are heatset to stabilize shrinkage which may occur in subsequent thermal processing. Heatsetting typically occurs in an autoclave or superba at elevated temperature and pressure, or in a suessen at higher temperature and atmospheric pressure. After heatsetting, the yarn is attached to a primary backing material (tufting process). Both batch and continuous methods are used to dye carpet. In the batch process, carpet is immersed in dye solution contained in large, enclosed dye becks for about one hour. Batch, or beck, dyeing is followed by carpet rinsing and drying. In the continuous dyeing process, dye is typically sprayed on carpet as it passes through a dye range. The dye is then steam set, rinsed to remove any excess dyes and chemicals, and dried in a gas-fired oven. Anti-soil and anti-staining agents may be applied.
In the final carpet manufacturing step, a foam or woven secondary backing is applied to the carpet. This backing is applied by coating the surface of the primary backing with latex adhesive. The two backings are rolled together to form a tight bond, and the adhesive is cured in a gas-fired oven. The carpet is then ready for distribution to stores and consumers. Potential stack emissions associated with these carpet manufacturing processes that may be of concern include the following. The high heatset temperatures may result in the release of volatile components of yarn finishing as well as from the yarn itself. Auxiliary chemicals used in dyeing, including oxygenated VOCs and HAPs, may be emitted. In the secondary backing application, free latex constituents, such as styrene and butadiene, may be released. Although much is known about water and solid effluents from carpet manufacturing, little is known about air emissions. Indoor air quality and its impacts on both textile workers within the carpet mills and on end-use consumers have been assessed in numerous studies. While stack emission tests have been performed to address specific concerns, such as caprolactam from nylon 6 heatsetting2 and water soluble VOCs from carpet dyeing,3 these test results are not widely available. Moreover, comprehensive emissions testing for the carpet industry has not been performed. The overall goal of this work was to gain a better understanding of air emissions from carpet manufacturing processes through field measurement and laboratory simulation. This collaborative effort involved three industry partners. Field studies were performed at eight plants: two suessen heatsetting plants, two beck dye plants, two continuous dye plants, and two latex coating plants. Laboratory studies were also performed to assess emission of any VOCs that could not be measured in the field due to limitations in sample collection methods, as well as to assess effects of temperature and alternative applications on air emissions.
Analytical Methods
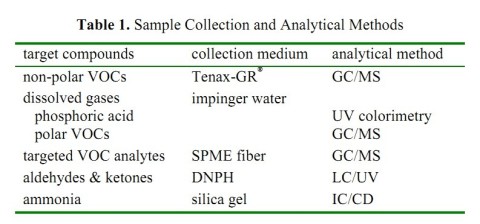
Field tests were performed over two-week periods during April of 1997 (two continuous dye plants and two latex coating plants) and April of 1998 (two suessen heatsetting plants and two beck dye plants). Stack measurements were conducted during normal operation of the process lines; stacks were assumed to operate with constant volume flows. Particularly challenging aspects of the field assessment were the large number of stacks and high moisture content of the stack gas. Access holes were drilled on a straight section of the exhaust stack to minimize disturbances from rain-caps, fan blades, and elbows. Dry and wet-bulb temperatures, relative humidity and velocity were measured with a TSI VelociCalc Plus Meter, Model 8388. At least three locations within each exhaust flow were checked to ensure that even temperature distributions existed. Volume flow rates were determined for each stack by conducting velocity measurements across the traverse plane of the stack. The error in mass flow measurement is estimated to be within 5% of the calculated value for stacks allowing good access for a full traverse flow. Various methods were used for stack gas collection and analysis, as summarized in Table 1. Non-polar and slightly polar VOCs were trapped on Tenax-GR® and analyzed by gas chromatography with mass spectroscopy (GC/MS). Artifacts associated with these samples were identified.4 For stacks with very high moisture content gas, water impinger samples were taken and VOCs were extracted by solid-phase microextraction (SPME) fibers and analyzed by GC/MS. Aldehydes and ketones were collected in dinitrophenyl hydrazine (DNPH), either coated on extraction tubes or contained in impinger bottles, and analyzed by liquid chromatography with UV detection (LC/UV). Silica gel tubes were used to collect ammonia from latex coating plant stacks, with analysis by ion chromatography with conductivity detector (IC/CD).
Prior to field testing, samples of chemical applications were analyzed to target potential VOC emissions. These results were also useful in relating the field emissions that were observed to particular chemical applications. After field testing, simple laboratory tests were developed to simulate the time-temperature environment of the carpet during processing. These tests allowed for the assessment of any VOC emissions that could not be measured in the field due to limitations in sample collection methods, as well as the assessment of effects of temperature and alternative applications on air emissions.
Results and Discussion
Air emission factors (mass emission per production unit) for VOCs and HAPs were estimated for four processes: suessen heatsetting, beck dyeing, continuous dyeing, and latex coating. Results, summarized in Table 2, were obtained by studying two plants as follows. First, site visits were conducted to identify process conditions and to collect material and chemical application samples. Second, laboratory analyses of process chemicals were performed to identify potential air emissions. Third, field measurements of stack flow rates and VOC concentrations were taken to determine air emissions. Fourth, laboratory simulation tests were performed to assess effects of process conditions and applications on gas emissions. Emission factors and maximum production capacity were then used in potential-to-emit calculations for the eight plants studied. In total, it is estimated that 1-2 g of VOCs are released to the air in the manufacture of one square yard of nylon carpet. For the maximum production capacity at the plants studied, this translates to an annual VOC emission of 50 to 100 tons. Select results for each process are highlighted in the subsections that follow.
Yarn Heatsetting
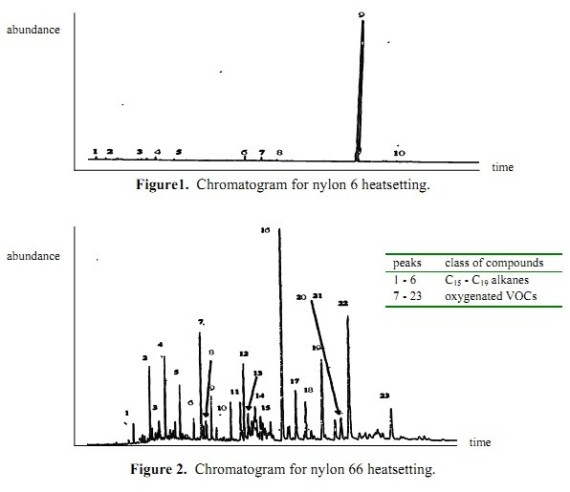
Raw staple fiber is delivered to the plant in 550 lb bales; continuous filament fiber is delivered on spools. Approximately 4 gallons of lubricant is added to each 550 lb bale of staple fiber. Tints may be added to differentiate yarn types. Spinning involves the repeated drawing out of fiber along rotating rollers. Heatsetting reintroduces texture to the yarn. In suessen heatsetting, the yarn is exposed to saturated steam at 200°C for 1 minute. The nominal yarn processing rate is 325 lb/hr. Stock lubricants obtained from each plant contained up to 0.8% (wt) VOCs. Major species included diethylene glycol and long-chain esters (most notably butyl hexadecanoate and butyl stearate), acids and alkanes. Nylon 6 and 66 yarn heatsetting resulted in very different VOC emissions, as evidenced by the GC/MS chromatograms of Tenax samples from suessen stacks shown in Figures 1 and 2. The major species emitted from nylon 6 processing was caprolactam (peak 9). The release of caprolactam may result from unpolymerized nylon 6 precursor or reaction during heatsetting.5 Laboratory experiments with four different types of nylon 6 fiber resulted in caprolactam emission rates ranging from 0.6 to 1% (wt), with an average of 400 mg per pound of nylon 6 fiber processed. In contrast, major species emitted from nylon 66 processing were spinning lubricant constituents, particularly butyl hexadecanoate (peak 16) and butyl stearate (peak 22). Over 80% of spinning lubricant VOCs appears to be released. Nylon 66 thermal decomposition products were not observed.6
Carpet Dyeing
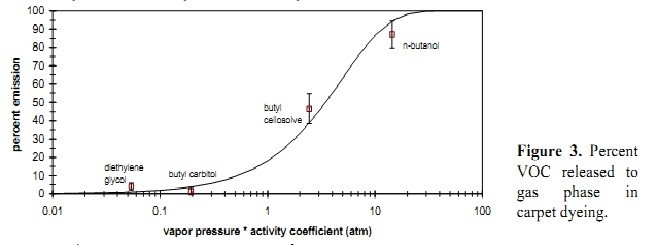
The beck dye plants studied used stainless steel, atmospheric dye tanks, with a liquor-to-carpet weight ratio of 25:1. Nominally, there is a 30 minute warm-up period, 30 to 60 minute boil period, and 30 minute cool-down period. After batch dyeing, the carpet is dried in a continuous process. Stainblock may be applied, containing alkyl benzene compounds. Samples of stock dyeing solutions were obtained prior to field testing. Both powder and liquid dyes are used. The major species detected in the powder dye solution were numerous long-chain hydrocarbons (12-20 carbon length). In contrast, dyebath containing liquid dyes contained oxygenated organics, including butyl hexadecanoate and butyl stearate. The total VOC content of the dyebaths ranged from 0.1% to 0.5% (wt). In the field study, beck stacks were sampled four to six times during a cycle to allow for an integrated emission assessment. Major VOC emissions detected were C14 – C20 alkanes from becks using powder dyes and oxygenated VOCs from becks using liquid dyes. These results were consistent with laboratory simulation results. The laboratory and experimental results suggest that nearly all of the non-polar VOCs in the dyebath solution are released to the stack, but only a fraction of the oxygenated VOCs are found in the stack gas. The continuous dye plants studied used only powder dyes. Carpet entering the plant goes through a pre-steamer which stretches the carpet and opens fiber pores to better accept the dye chemicals. The carpet is then prewashed, followed by application of a gumming agent and dyebath solution. The carpet is steamed to set the dye, and then washed and dried. A fluorochemical spray containing a scotchguard chemical and an anti-soiling agent containing stainblock may be applied prior to drying. At the time of the field tests, only the dryer stacks could be sampled. VOC emissions from steamer stacks were estimated from laboratory simulation tests. Chemical analysis of samples of chemical bath applications applied during continuous dyeing indicated that these aqueous solutions contained less than 1% VOCs. Laboratory simulation tests indicated that the fraction of VOCs released to the exhaust gas during steaming ranged from over 90% for the more volatile, less water-soluble components to about 10% for the more water-soluble components. The gumming agent had the highest VOC content, with 2-ethyl-1-hexanol the major constituent and glycol ethers (e.g. butyl cellosolve and butyl carbitol) minor constituents. Results of both the beck and continuous dye emission studies indicate that a large fraction of the VOC emissions are released during carpet dyeing and steaming (rather than drying), and that water-soluble VOCs partition between gas and aqueous effluents. Laboratory results illustrating the latter finding are shown in Figure 3 below.
Latex coating
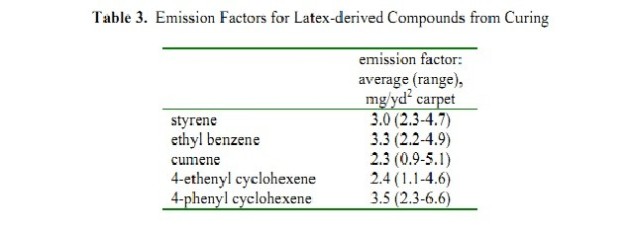
In the carpet finishing process, a secondary backing fabric is bound to a primary backing to provide strength and support. Precoat and adhesive are applied and cured at about 200°C in a gas-fired oven. This process is run on a continuous line. Precoat and adhesive formulations differ only slightly. Components include styrene-butadiene latex, thickener, filler, and water. Major VOC constituents found in the precoat and adhesive are long-chain hydrocarbons. In addition, several compounds derived from the latex were observed: styrene and butadiene (unpolymerized), ethyl benzene (styrene precursor), cumene (styrene-butadiene polymer catalyst), and 4-ethyl cyclohexene (4-EC) and 4-phenyl cyclohexene (4-PC), which are Diels-Alder reaction products of styrene and butadiene. Estimated emission factors for these latex-derived compounds are listed in Table 3.
Conclusions
VOC and HAP emission factors were estimated for four carpet manufacturing processes: suessen heatsetting, beck dyeing, continuous dyeing, and latex coating. Field measurements and laboratory simulation experiments were used to estimate total emissions and emission factors. It is estimated that 1-2 g of VOCs are released to the air in the manufacture of one square yard of nylon carpet. For the maximum production capacity at the plants studied, this translates to an annual VOC emission of 50 to 100 tons. Suessen heatsetting and beck dyeing were found to have the highest VOC emission rates. In yarn heatsetting, the amount of lubricant, which contains mineral oil alkane constituents, is a controlling factor for VOC emissions, particularly for staple fiber. Caprolactam is the major VOC emitted in nylon 6 heatsetting. In carpet dyeing, VOC emissions are derived from dyebath auxiliary compounds. For powder dyes, these are mostly long-chain hydrocarbons. For liquid dyes, oxygenated VOCs are principle components. HAP emissions from beck and continuous dyeing processes included glycol ethers. Emissions from latex coating included styrene, ethyl benzene, cumene, and two styrene-butadiene Diels-Alder products: 4-phenyl cyclohexene and 4-ethenyl cyclohexene. These field and laboratory results provide the most complete characterization of VOC emissions from carpet manufacturing to date. Auxiliary compounds in chemical applications were responsible for much of the VOC emissions. Significant emission reduction is possible through reformulating applications and improved process control.
References
1. The Consortium on Competitiveness for the Apparel, Carpet, and Textile Industry (CCACTI), Traditional Industries Program (TIP), State of Georgia, http://www.gatip.org/tcwhatisccacti.html.
2. “Volatile Organic Compound Emissions Characterization – Carpet Yarn Heat Setting and Autoclave Processes.” Prepared by E.I. du Pont de Nemours & Company for World Carpets, Inc., Rome, GA, July 1996.
3. “Carpet Mill Emissions Study.” Prepared by Waterford Compliance Group for Crompton and Knowles Colors Inc., Dalton, GA, September 1997.
4. Clausen, P.A., and Wolkoff, P., “Degradation Products of Tenax TA Formed during Sampling and Thermal Desorption Analysis: Indicators of Reactive Species Indoors,” Atmospheric Environment 1996, 31, 715-725.
5. Czernik, S., Elam, C.C., Evans, R.J., Meglen, R.R., Moens, L., and Tatsumoto, K., “Catalytic Pyrolysis of Nylon-6 to Recover Caprolactam,” J. Anal. Appl. Pyrol. 1998, 46, 51-64.
6. Ballistreri, A., Garozzo, D., Giuffrida, M., and Montaudo, G., “Mechanism of Themral Decomposition of Nylon 66,” Macromolecules 1987, 20, 2991-2997.
10. PTT Polyester FIBER
|
The modification of polyester is an important item in the research of fibers that have new characteristics and new performances. This fiber is the most spread among the chemical fibers and it has reached a high maturity, so it must differentiate, extend the range of its applications, increase its margins. There’s been a big increase in interest for the Corterra fiber (the mark of the Royal Dutch-Shell Group) and in general for those fibers marked as PTT (polytrimethylene terephthalate). The fiber is got through polycondensation of PTA (purified terephthalic acid) and PDO (1,3 propanediol), which is chemically obtained by the Shell group and that is biochemically obtained by DuPont. The PTT fiber is considered to be the most important fiber of the after-polyester period, and they (Shell) think to reach a production of over one million tons, also including those products that are different from fibers. Shell has given its license to produce textile fibers from the polymer to some operators of different geographic areas. Those operators who can utilize the Corterra mark are: KoSa KoSa is one of the world's leading polyester producers, with more than 4,000 customers worldwide. The company manufactures commodity and specialty polyester products as part of five global businesses: Textile Fibers, Intermediates and Polymer, Packaging Resins, Technical Filament and Tire Cord. With headquarters in Houston and regional offices in Charlotte (N.C., USA), Frankfurt (Germany), and Toluca (Mexico), KoSa operates 15 manufacturing sites in North America and Europe and employs more than 10,000 people. Catalana de Polimers (CdP) Catalana de Polimers of Spain began deliveries of Corterra fibers to European customers from the first quarter of 2000. The company believes that Corterra PTT will offer European manufacturers many options for superior new products for a broad range of uses in all types of textiles. Interface Flooring Systems, Inc. Interface Flooring Systems, Inc., the world's largest supplier of commercial carpets, has chosen yarn made with Shell Chemicals Corterra Polymers to produce its new Solenium woven textile floor covering. This flooring combines the wear and maintenance properties of vinyl with the style, comfort and safety of carpet. Solenium comprises an impermeable polyurethane cushion backing, a bond coat and a fiber layer. The fiber is made from extruded Corterra Polymer. Setila Setila SA of France is a high quality specialty yarn producer and has launched Corterra yarns and fabric concepts at Première Vision in Paris in October 1999. Downstream product development partnerships will produce products for the sportswear and casualwear markets. Unifi Textured Yarns Europe Ltd The international division of Unifi Inc, one of the world's leading texturing companies, launched Corterra yarns and fabric concepts at Première Vision in Paris in October 1999. Downstream product development partnerships will produce products for innerwear, sportswear, swimwear and casualwear markets. Miroglio SpA Filature Miroglio is the yarn division of Miroglio SpA one of Europe's largest integrated yarn to clothing companies. Started in 1981 to cover internal needs, today this division sell outside the Miroglio group more than 80% of total production (25.000 tons per year of polyester filament yarns and polyester plus cellulosic spun yarns). In December 1999, during Expofil, Filature Miroglio launched their Corterra yarns under a new brand concept, called SENS: Soft, Easy-care, New and Stretch. Downstream transformation will produce fabrics for underwear, outerwear and sports wear markets. SK Chemicals SK Chemicals, the leader of high quality specialty yarn production in Korea, introduced the first filament yarn made with Corterra (75/24 DTY) to the industry as early as November 1998 and has since successfully launched Corterra yarns under its own commercial brand of Espol. Espol is now being promoted vigorously with the product range of 50/24, 75/24 and 75/72 (and also 100/48, 150/48 and 150/144) flat yarns as well as textured yarns and will find its way to sportswear, casualwear, lingeries and bathing suits. Hankook Synthetics Inc Hankook Synthetics Inc. is the largest polyester company in Korea, equipped with the most advanced technology licensed from Lurgi-Zimmer. Hankook has launched Corterra yarns under its commercial brand of Zispan and now foresees its greater future with Corterra given superior characteristics such as color fastness, outstanding softness, dry touch and stretch-recovery. Hyosung Corporation Hyosung Corporation is one of the highly integrated fiber companies in Korea and after the long term production trials has introduced Corterra yarns under its commercial brand of Neopol to the various down stream customers. Hyosung is excited about the deep shade, silky touch and excellent stretch-recovery materialised by Corterra. At present focus is concentrated on the arena of Circular Interlock and/or Tricot but the horizon will soon be expanded to woven fabrics as more experiences built up. Beside these initiatives we must mention that Asahi have announced they have registered over 100 patents to protect the production of the PTT fibers. The interest for this fiber is so high that the consultation society Condux has started a multiclient research about the perspectives of PTT and PDO. The latter seems to be the decisive component of the process of analyzing costs, investments and selling prices. DuPont announced (April 2000) the birth of the 3GT fiber, which is commercialized as Sonora. From October this year the production capacity will be of about 27 millions lb (PDO will come from Degussa in Germany), to be widen to 112 millions. The now existing processes to produce PDO, key-component to produce PTT, are those of Shell, DuPont, Degussa. Lurgi Zimmer PTT was first patented in 1941, but it was not produced until the 1990s, when Shell Chemicals developed the low-cost method of producing high-quality 1,3 propanediol (PDO), the starting raw material for PTT Corterra Polymers. In mid-1999, Shell Chemicals and Lurgi Zimmer broke ground in Altamira, Mexico for construction of the world's first commercial-scale facility dedicate solely to production of Corterra Polymers. PTT Fiber Characteristics PTT is an advanced polymer that can be spun into fibers. The fibers and yarns have a unique combination of properties including stretch and recovery, softness, bulk, and easy dye. Fabrics produced from PTT fibers and yarns clean easily and have superior durability. PTT unifies the main and best characteristics of nylon and polyester for the most disparate applications, even if today the most characteristic ones concern carpets and car- and house-fittings. As regards to other synthetic fibers, PTT ones are softer, are easier to be dyed, keep vivid colours longer, lose their shape easier and as easier go back to their original shape. They also are better dirty-resistant, are easier to be cleaned and dry quickly. If we analyze the macromolecular structure of PTT, we can notice the structural and substantial differences with the fibers of PET. |
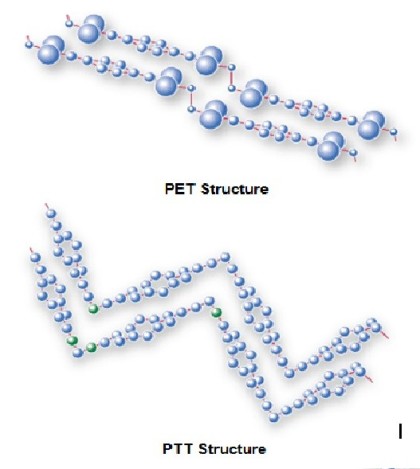
11. DYES

REACTIVE DYES are so called because their molecules react chemically with the fiber polymers of some fibers to form a covalent (shared) bond between the dye molecule and fiber polymer. Commercial examples of reactive dyes include: Reactive Blue 89, Reactive Brown 10, Reactive Green 30 and Reactive Red. The fibers most readily colored with reactive dyes are the man-made and natural cellulose fibers, nylon, and natural protein fibers. Dyeing with reactive dyes is different for each of these types of fibers. For man-made and natural cellulosic fibers, dissolve the reactive dye in water and add an electrolyte salt to assist exhaustion of the dye. The textile material is then introduced to the dye liquor and the dye is exhausted onto the fibers.
Alkali must be added to the dye liquor for the reaction between dye and fiber to take place. With some reactive dyes this reaction with alkali can be carried out at room temperature. However, with most reactive dyes, you must increase the temperature of the dye liquor, in some cases to the boil, to effect the reaction between the dye molecule and the polymer system of the fiber. Reactive dyes have specific temperatures at which reaction between dye and fiber are optimum.
NOTES ON NYLON
For nylon fibers, make the dye liquor slightly acidic. Apply heat to assist the exhaustion of the dye; the chemical reaction will be effected by the addition of alkali.
The covalent link is formed between the dye molecule and the terminal amino group of the fiber polyamide polymer.
PROTEIN POINTS
Reactive dyes are applied to protein fibers under slightly acidic conditions. The covalent link between the dye molecule and fiber polymer forms as the temperature is increased.
Optimum temperature depends on the specific reactive dyes used. The application of heat to the dye liquor increases exhaustion and effects covalent bond formation between dye and fiber.
Reaction with further dye fibers can be effected by raising the pH of the dye bath.
In general, textile materials colored with reactive dyes have very good lightfastness. These dyes have very stable electron arrangement and provide very good resistance to the degrading effect of the ultraviolet component of sunlight. There are, however, some reactive dyes with only fair lightfastness.
Textile materials colored with reactive dyes have very good wash-fastness because of the very stable covalent bond between the dye molecule and the dye polymer. Under the usual wet cleaning or dry cleaning, few chemicals will have an effect on the covalent bond.
WASH ON, WASH OFF
Textile materials colored with reactive dyes must be thoroughly rinsed and scoured. Reactive dyes can react with the hydroxyl groups of the water molecule to produce dye molecules with poor substantivity for the fiber.
These molecules must be removed by a washing off process involving scouring and rinsing — or poor rub-fastness may result.
The covalent bond between dye and fiber forms under alkaline conditions, so the presence of acids may reverse this process. Perspiration and atmospheric pollution, which are both slightly acid, may affect textile materials colored with reactive dyes and result in some fading.
When reactive dyes were first introduced, it was found that bleaches containing chlorine adversely affected some of them. This is significant when you consider that swimming pools are sanitized by use of chlorine.
SO MUCH FOR SULFUR
Sulfur dyes are so called because they contain sulfur atoms in their molecules. The fibers most readily colored with sulfur dyes are the man-made cellulosic fibers. Commercial examples of sulfur dyes include Sulfur Black 6, Sulfur Blue 7, Sulfur Green 2 and Sulfur Red 14.
Sulfur dyes are insoluble in water. An aqueous solution of the sulfur dye is effected by reacting some sulfur dyes with sodium sulfide and others with sodium hydrosulfite.
The role of sodium sulfide or sodium hydrosulfite is to reduce the sulfur dye to produce the water-soluble or leuco form of the dye.
Sometimes, you need to add sodium carbonate to achieve the desired alkalinity. In this reduced or leuco form, sulfur dyes are substantive to cellulosic fibers.
To achieve adequate exhaustion, add an electrolyte such as sodium chloride to the dye liquor.
To obtain adequate penetration and a satisfactory rate of dyeing, heat the dye liquor. This increases the energy of the constituents of the dye liquor, increases the rate of dyeing and ensures adequate penetration of the polymer system.
Once the dye is within the fiber polymer, the reduced sulfur dye is converted to its insoluble form by an oxidation with a mild reagent such as sodium perborate.
LIGHT-FASTNESS ALERT
The light-fastness rating of sulfur dyes is fair and can be improved somewhat by an after-treatment with metallic salts.
The fair lightfastness is due to the lack of stability of the dye molecule in the presence of the ultraviolet component of sunlight, which degrades the chromophore of the sulfur dye molecule.
Improvement in lightfastness with the metallic salt is attributed to the increased stability of the chromophores through the presence of the metal atom.
The wash-fastness rating of sulfur dyes is only fair, due partly to the relatively large dye molecule and the aqueous insolubility of the dye molecule.
The lack of any significant polar groups in the dye molecule means that the dye is retained within the fiber because of its size, aqueous insolubility and van der Waals forces of attraction.
Sulfur dyes have a color range, which is mainly limited to black, brown, blue and olive. Sulfur dyed textile materials are also dull.
The relatively low cost of sulfur dyes explains their continued use, particularly for such dark colors as navy and black.
ALL VAT
The name “vat dyes” comes from large wooden vessels from which vat dyes were first applied. Vat dyes provide textile materials with the best color-fastness of all the dyes in common use. Commercial examples of vat dyes include: Vat Black 34, Vat Red 13, Vat Violet 3 and Vat Yellow 33.
The fibers most readily colored with vat dyes are the natural and man-made cellulosic fibers. The excellent lightfastness rating of textiles colored with vat dyes is attributed to the stable electron arrangement of the chromophores of the vat dye molecule. The presence of the numerous benzene rings contributes to the stability of the vat dye molecule.
The excellent wash-fastness of textile materials colored with vat dyes is attributed to the large vat dye molecule and its aqueous insolubility.
The large vat dye molecule is trapped within the polymer system of the fiber because of its size and aqueous insolubility and is absorbed within the fiber system by van der Waals forces. Vat dyes have always been very expensive compared with other dye classes and are invariably used when good fastness properties are required.
As with sulfur dyes, a solubilized form of the vat dye has been developed. This has made vat dyes easier to handle and results in more level dyeing.
I’D LIKE TO SOLVENT
In recent years, the use of water and its disposal in a non-polluting form has become more expensive. This has led to the development of alternate methods of applying color to textile materials.
One such method is through the use of organic solvents. The use of organic solvents for the purposes of dyeing is still comparatively expensive. Commercial examples of solvent dyes include: Solvent Blue 58, Solvent Red 207 and Solvent Orange.
Solvent dyeing is still relatively untried and not very economical when compared to conventional dyeing techniques. However, this does not preclude its possible use in the future.
Aziz Ullah, Ph.D., MBA is president of Fabpro Manufacturing, a leading formulator of top-quality carpet and upholstery cleaning products. He is a member of the American Chemical Society, senior member of the American Association of Textile Chemists and Colorists, member of The Textile Institute (UK). He can be reached at www.fabpro.com.
by: Aziz Ullah, Ph.D., MBA
Dyes used in Oriental rugs
In the middle of XIX century chemical rug dyes are spread over all of the oriental countries. The law issued by Persian government that prohibited its import, including the order to stop work on
all rugs manufactures that used them, had no effect on the situation. Cruel punishment that was in cutting off right hand of any dyer who was guilty of breaking that law was soon forgotten. After the
World War I chemical dyers were used all over the world. Aniline dyes, found by English chemist Perkin (1856), surely, had a fatal effect on the color perception of the oriental rugs, but since that times lots of high quality synthetical dyes were discovered, and nowadays they are used
everywhere.
However, other qualities of the plants' pigments cannot be substituted. Although cloth panted with those pigments loose the intensity of color, get old, but thus their colors become milder. Besides
that, they are able to give colours so deep and mild that even at high intensity never look irritating. The recepies of dying were considered to be a secret of workshops or clans, being transmitted
further on by heritage, as well as all of secrets of a craft. The same is with everything we said about the material. While dying a lot depended on the climate and the type of soil on which the
plants grew. Quality of the wool also influenced the tone of a color of a dye - using the same production process the varying quality often gives varying tones of colors. The material ment for dying
is first washed in the hot water and degreased, sometimes using even soap, after which it is put in a bath for twelve hours. In the dying bath itself it lies for a very long period of time, after
which it is dried in the sun. On manufacture plants every time is dyed a big enough portion of raw material is dyed while the nomads. who can dye only one small portion at a time, do not achieve
every time the same color tone of a dye, which is the reason why one can meet various tones of the same color on a single carpet, as, for example, on the background picture, which is quite big solid
surface.
Nowadays for dying wool meant for carpet manufacturing they mostly use chrome dyes. Buying a handmade rug, no matter if the dyes are natural or synthetic, you can be sure that it's value will increase as time goes. Even the rugs that have been made at the end of XIX century using anyline dyes are valued very high because of their age.
There is a popular opinion that a rug that has been dyed using natural dyes are unconditionally better than a rug created using chrome dyes. This is a wrong idea. Chrome dyes quite often turn to last longer and be tougher than the natural dyes.
12. CARPET SPECIFIER'S RESPONSIBILITY
CARPET SPECIFIER'S RESPONSIBILITY
Most claims directly relate back to a specification. Just because a label reads "5-year guarantee, 10 or lifetime guarantee for high traffic areas, or…guaranteed for extra heavy traffic", doesn't mean the carpet is always the right product for the space it will be installed. For example, all parties of a claim were present, including the owner, manager, attorneys, dealer, installer and specifier. Upon a site examination, carpet installed had a totally loss of appearance retention or an "uglied out" look. It was noticed that a marble corridor led into the entrance where the carpet was installed. The center of this marble corridor had a traffic pattern with a low depressed area where foot traffic had abraded away the marble stone. The carpet could not live up to the traffic requirements of that area. So the question was who was responsible for recommending this particular style of carpet for this particular installation. Of course fingers started pointing in all directions. But the ultimate finger of blame pointed directly to the specifier. What was the specifier's reply to this accusation? He answered, "Well, I read on the back of the contract folder that this carpet is rated for heavy traffic. Don't look at me! Something is wrong with the carpet, it should of held up. In this case, the liability of the installation did go back to the specifier since they assumed this area of responsibility. If the specifier had the proper education, then this problem need not have occurred at all. Keep in mind that carpet may not always be the proper product to specify for certain local traffic conditions. Events like this happen daily. A number of reasons are behind this type of situation— budget, lack of product knowledge, color, oversell, incorrect information or incompetence—can all be direct causes of this scenario. The specifier must realize their involvement within the floor covering industry. They should act with earnest desire and dedicate themselves toward education and conduct business in a professional manner so that instances like this don't happen...or if they do, then they can be resolved without a lot of time and expense on anyone's part.
The areas of responsibility concerning the Specifier are as follows:
- Consult with manufacturer to determine proper carpet construction for each installation.
- Specify the proper carpet, color and cushion for each installation.
- Consult industry guides such as CRI's Commercial Carpet Installation and
Standard for Installation of Textile Floor Covering Materials.
- Specify the correct installation system for each job based on manufacturer's specifications.
- Be responsible for carpet color/construction/specifications as ordered.
For all concerned, in any endeavor involving installations, obligations must be met and taken seriously—from the bottom to the top of the ever changing chain of command. Those who are involved in the carpet industry will seriously look at the specifiers duties when it comes to each and every responsibility and if needed, changes are made.
13. SEAM SEALER .....
VIDEO: HOW CAN YOU TELL IF IT HAS BEEN SEAM SEALED
How to Make An Informed Carpet Quality Comparison
By James Piper - September 2007
From installation to maintenance and traffic patterns, many factors influence how long a carpet will last in a particular application. But none is as important as the construction of the carpet. Match the carpet construction to the needs of the application, and facility executives will have an installation that performs well over its rated service live. Fail to consider how carpet construction affects performance however, and the installation almost certainly won’t live up to expectations.
Successfully selecting the most suitable carpet construction begins with an understanding of the particulars of the application. How is the space used? What functions will be performed in the space? What level of traffic will the carpet will be exposed to? What is the potential for spills, and what liquids are the most likely to be spilled? Will the carpet be exposed to dirt tracked in from outside of the building? By determining these and other usage factors, facility executives will be able to identify important factors to be used in evaluating different carpet options.
Facility executives have the option of installing carpet that uses natural or synthetic fibers. Nylon and olefin are the two leading carpet fibers used in commercial applications, while wool is the leading natural fiber in use. Synthetic fibers in general offer greater fiber strength and resistance to soiling, but there are applications where wool is the fiber of choice.
Analyzing Fiber Choices
The most commonly used fiber in commercial carpet installations is nylon. Nylon fibers are extremely strong and flexible. The naturally hard surface of nylon fibers offers excellent wearability, resilience, abrasion resilience, and resistance to oils and chemicals. Nylon fibers do not readily absorb moisture.
Most carpets made from nylon fibers are solution-dyed. During the solution dyeing process, the color is added to the nylon crystals before they are processed into individual fibers. As a result, the fibers offer very good color stability and resistance to fading.
One of the most significant drawbacks of nylon fibers is their inability to dissipate static electricity. In normal use, particularly under low humidity conditions, static charges can easily be generated in excess of 12,000 volts. Static charges of this level are well above the recommended maximum value for sensitive electronic equipment. To reduce the impact of static charges, manufacturers add carbonized fiber to the nylon yarn or put a conductive coating on the surface of the nylon fibers that helps dissipate static charges before they reach a level where they can damage electronic equipment.
Other Options
The second most commonly used fiber in commercial carpet is olefin. Carpets constructed using olefin fibers are less expensive than those that use nylon. Olefin fibers are not as hard or crush-resistant as nylon. To help improve wear and limit crushing, manufacturers limit pile height while increasing the number of fibers installed per inch of carpet.
Olefin fibers offer excellent resistance to moisture, making them suitable for indoors or outdoors. They resist fading from sunlight and are chemical and stain resistant. While the fibers are stain resistant, the fibers tend to hold more dirt than nylon fibers. It might be necessary to clean carpets made of olefin fibers more frequently to prevent damage to the surface of the fibers from dirt abrasion.
One of the biggest drawbacks of olefin fibers is their low melting point. The heat generated by friction when objects are dragged across the carpet can be sufficient to damage the fibers, creating permanent burn marks.
Olefin fibers do not generate static electricity, making them particularly well suited for applications with installations of sensitive electronic equipment, such as telecommunications equipment or computers.
Wool is the most expensive of the fibers used in commercial carpet construction. Its fibers are durable, resisting both crushing and matting. The fibers will resist moisture to a point, but will shrink if saturated with water. Wool fibers are more susceptible to abrasion than either nylon or olefin. Its biggest drawback is the ease with which the fibers can be stained.
Wool fibers hide dirt very well due to the fiber’s construction that tends to scatter light. The fibers also resist binding to dirt, making cleaning an easy task. It is recommended that wool carpets be cleaned more frequently than those made from synthetic fibers as embedded dirt, while not visible, can readily damage the surface of the fibers.
In spite of its expense and limitations, wool remains the fiber of choice in applications such as board rooms and hotel corridors where its elegance is unmatched by synthetic fibers.
Beyond Fibers
While fiber selection is an important factor in matching application requirements, other construction elements will determine how well a particular carpet will perform in a given application, including dyeing methods, pile types, attachment methods, and the type of backing used.
There are two major ways in which color is added to carpet fibers: solution dyeing and stock dyeing. In solution dyeing, the color pigment is added to the yarn during the manufacturing process, resulting in color that extends throughout the yarn material. This gives the fibers outstanding resistance to fading and excellent color stability, making them well-suited for applications where the carpet may be exposed to sunlight, bleach or harsh detergents.
When fibers are stock dyed, the pigments are added to the yarn after they have been manufactured but before they are turned into spun yarn. It is a lower cost process than solution dyeing, with only a slight decrease in fiber performance. A wider range of colors are available for carpets that have been stock dyed.
Pile On
Two basic types of piles are used in carpet construction: cut pile and loop pile. For all piles, the quality of the carpet and how well it performs depends on density and the amount of twist in the pile. In cut pile construction, the fibers are cut at the top surface of the carpet rather than looped back into the backing. The cut construction results in tufts of yarn that stand up. Fibers can be cut all at the same level to produce a flat, non-textured surface, or they can be cut at various heights to produce a textured finish. Quality carpets use tufts that are constructed from two or three plies of yarn that are tightly twisted together and heat-treated to prevent unraveling. The tighter and denser the tufts, the better the performance of the carpet. In general, cut piles are not as durable as looped piles.
In loop pile construction, individual strands of yarn are looped through the backing. Loops can be set all at the same level or set at different levels to create patterns. When the loops are subjected to pressure, they flex then return to their previous position. This rebounding ability makes them well-suited for use in high-traffic areas.
Carpets with short, tightly packed loops are effective dirt-blockers, giving them good performance in areas with high traffic levels. Loosely packed loops are better used in areas with only moderate traffic. Carpet made with multilevel loops works well to hide traffic patterns.
Backing materials also help determine the performance of carpet by providing strength and stability. Nearly 90 percent of commercial carpet is tufted. In tufted carpet construction, the yarn is stitched through a backing fabric and locked in place with a latex coating. To provide additional strength, additional backing materials, such as polypropylene and jute, are added.
Both polypropylene and jute are strong, resilient and durable. Polypropylene offers better mildew resistance, making it better suited for applications in damp or high humidity applications.
Backings are available with a moisture barrier designed to keep fluid spills from seeping through and causing damage to the sub-floor or creating conditions that would support the growth of mildew. Moisture barrier backings are best suited for applications where the potential exists for frequent spills, such as eating areas.
Some manufacturers use a foam backing instead. While the foam backing is not as strong as polypropylene or jute, it allows the carpet to be glued directly to the flooring material without the use of an underpad.
Quality can vary widely between different carpets even though they use the same fibers, construction techniques and backing materials. For example, the number of yarn tufts installed in one row of one inch of carpet, known as the stitches per inch, will vary with the quality of the carpet. In general, the higher the number of stitches per inch, the higher the quality and the greater the durability of the carpet.
Other Measures of Quality
Another measure of quality is the yarn count, the amount of yarn needed to fill a given length of carpet. The higher the yarn count, the finer the yarn used in the construction of the carpet.
Face weight, expressed in ounces per square yard, measures the yarn’s face fiber. For high quality carpet, face weight is typically 32 ounces per square yard or higher.
A carpet’s density is a measure of the weight of the pile yarn corrected for the height of the yarn. A carpet with a low density number risks “uglying out” before it actually wears out. For most commercial applications, a carpet density of 4,000 to 7,000 is considered suitable, with high traffic areas requiring densities of 5,000 or more.
Carpet is no longer considered primarily a decorative material to be selected solely on it appearance. Carpet is a building material, whose quality and construction will impact is performance and its life-cycle costs.
When selecting carpet for a particular application, it is essential to consider the level of wear that the carpet will be exposed to, the construction of the carpet, the level of luxury desired, and the available budget. It’s crucial to balance all of the elements to find the most suitable carpet for the application.
James Piper, PhD, PE, is a writer and consultant who has more than 25 years of experience in facilities management. He is a contributing editor for Building Operating Management.
Study examines carpet protector chemical in bodies of water
October 22, 2014
Perfluorinated compounds (PFCs) have recently received scientific and regulatory attention due to their broad environmental distribution, persistence, bioaccumulative potential, and toxicity. Studies suggest that fish consumption may be a source of human exposure to perfluorooctane sulfonate (PFOS) or long-chain perfluorocarboxylic acids. Most PFC fish tissue literature focuses on marine fish and waters outside of the United States (U.S.). To broaden assessments in U.S. fish, a characterization of PFCs in freshwater fish was initiated on a national scale using an unequal probability design during the U.S. Environmental Protection Agency's (EPA's) 2008–2009 National Rivers and Streams Assessment (NRSA) and the Great Lakes Human Health Fish Tissue Study component of the 2010 EPA National Coastal Condition Assessment (NCCA/GL). Fish were collected from randomly selected locations—164 urban river sites and 157 nearshore Great Lake sites. The probability design allowed extrapolation to the sampled population of 17,059 km in urban rivers and a nearshore area of 11,091 km2 in the Great Lakes. Fillets were analyzed for 13 PFCs using high-performance liquid chromatography tandem mass spectrometry. Results showed that PFOS dominated in frequency of occurrence, followed by three other longer-chain PFCs (perfluorodecanoic acid, perfluoroundecanoic acid, and perfluorododecanoic acid). Maximum PFOS concentrations were 127 and 80 ng/g in urban river samples and Great Lakes samples, respectively. The range of NRSA PFOS detections was similar to literature accounts from targeted riverine fish sampling. NCCA/GL PFOS levels were lower than those reported by other Great Lakes researchers, but generally higher than values in targeted inland lake studies. The probability design allowed development of cumulative distribution functions (CDFs) to quantify PFOS concentrations versus the sampled population, and the application of fish consumption advisory guidance to the CDFs resulted in an estimation of the proportion of urban rivers and the Great Lakes that exceed human health protection thresholds.

Gerald Ray Peckham
Certified Floorcovering Inspector / Consultant
Serving Southern California
CONTACT info: floorcovering@cox.net
STOP THAT CAT!!!!